

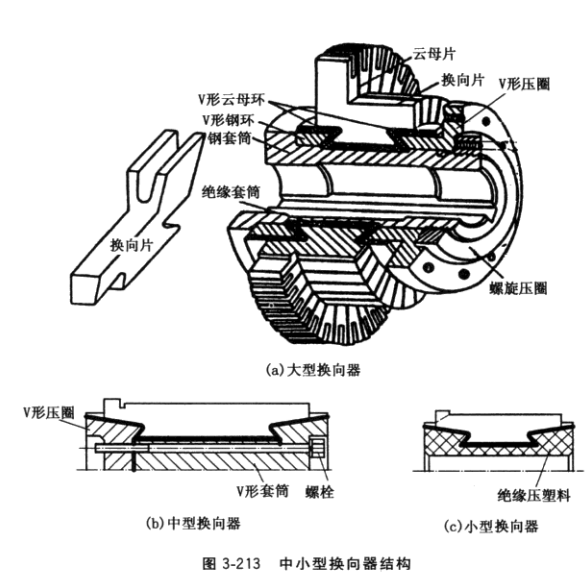
換向器結構如圖3-213所示。圖a為大型換向器結構,用螺旋壓圈鎖緊。圖b為中型換向器結構,靠圓周均勻分布的3個軸向螺栓鎖緊。圖c為小型換向器結構,采用絕 緣壓塑料成型。
1.換向器零部件拆卸
(1)大型換向器拆卸。在螺旋壓圈端面對稱位置上有兩個拆卸用螺孔,用兩個與該螺孔 同規格的、長度比螺孔深度長50mm的六角頭螺栓旋入螺孔,然后用一根直徑30?40mm、 長度約500mm的鋼管或圓鋼,與兩個螺栓垂直方向卡在螺栓之間,往反時針方向用力轉動,使換向器端的螺旋壓圈退出,從右端V形壓圈上卸下。接著用鐵錘輕敲右端V形壓圈, 將其卸下。必要時繼續卸下鋼套筒、V形鋼環。
(2)中型換向器拆卸。用扳手卸下長螺栓,用鐵錘輕敲右端V形套簡、左端V形壓圈, 即可分開左、右端。
(3)小型換向器拆卸。換向器上車床把內部絕緣壓塑料切除,留下帶鴿尾形的換向片。
2.換向器故陣檢修
(1)換向器通地。由于V形云母環尖角端在壓裝時絕緣受損或金屬屑末及污物未清除干凈等原因造成其擊穿通地,一般只要把擊穿處斑點、污物等清除干凈,然后用蟲膠干漆和云母絕緣材料填補擊穿處,再用0.25mm厚可塑云母板覆貼1?2層,最后加熱壓入即可。 若通地是由于換向片配合不當、壓裝時絕緣損壞造成,則應更換換向片或更換V形壓圈, 或兩者都更換。
(2)換向器片間短路。V形槽車削后片間金屬肩末沒清除干凈,或腐蝕性物質和灰塵等使云母片片間短路,只要把造成短路物質清除干凈,用云母和絕緣漆填補好短路處。
(3)更換1?2片換向片。把換向器放在平板上,在發生故障的換向片間作好標記,再用橡膠帶把它箍緊,然后拆除原先加上的鋼絲箍或鐵箍,磨成鋒口的闊鋼鋸條的一端插入故障片間,松動后抽出故障換向片,隨即插入與該換向片同厚的墊塊,然后把好的換向片插入標記的原位。必須注意,需要更換的換向片(升高片、云母片)必須按原來的規格尺寸加工,并要核對V形槽及其他各部分尺寸是否符合要求,不符合的必須重新修正。換向片換好后,再用鐵箍(內墊紙板)將換向片箍緊。把換向器加熱到150℃,擰緊螺帽或螺栓作第 一次箍緊,冷卻后用校驗燈檢驗片間無短路后,裝入套筒和壓環,加熱到150ρ再擰緊,最后把鐵箍拆除。




